


EN联系我们 佛山市奇创自动化设备有限公司 |
Industry Solutions
OMRON激光位移传感器在产品分拣的应用
专栏:Industry Solutions
发布日期:2021-08-28
阅读量:1374
背景介绍:在产品生产线上,最终合格品的检测一般采用人工检查,剔除次品的方式。随着检测技术的提高,人工成本的升高,检测元件的性价比等因素,高精度传感器应用开始广泛...
背景介绍: 在产品生产线上,最终合格品的检测一般采用人工检查,剔除次品的方式。随着检测技术的提高,人工成本的升高,检测元件的性价比等因素,高精度传感器应用开始广泛。本案介绍的是OMRON激光位移传感器(ZX2)做产品分类的系统。
工艺要求: 在以往的产品生产中,最后成品的参数检测和分类均是由人手测量,做上编号进行分类的!如下图1所示:分别用千分尺测量X、Y两点的厚度,然后进行相减,得出这两点的一个高度差。该系列合格成品的高度差一般在1.50mm~1.65mm之间,把它分成3类:A类在1.50mm~1.55mm之间;B类在1.55mm~1.60mm之间;C类在1.60mm~1.65mm之间;在1.50mm~1.65mm以外都是为次品! B点
图1 检测工件 人工测量的方式,由于工人的技术水平和操作方式不一。经常使得分类结果相差不一,或者把次品当作合格品。在这种情况下,引入电气精准测量,提高检测效率就很有必要了。
图 2 设备结构图 设备结构: 分为3部分,取件部、检测部、分类部。 机械结构如图2所示,首先由底链送工件进入工作台;气缸夹取工件平放在检测台并进行摆正;工件到位两边位置夹夹紧,触发检测器得到测量值,进过PLC处理得出分类结果,先打开滑行该分类挡板,松开位置夹。伸出推进气缸把工件推入滑坡,工件直接就掉到该分类的缺口里了。缺口处感应开关感应到工件进入,就关闭挡板。如果是不合格品,直接滑倒底。
检测设备的功能及要求: 1、 工件段差检测精度在0.02mm以内; 2、 检测数据能够保存起来; 3、 分类范围可以进行更改; 4、 能手动/自动进行检测切换,容易看到测量数据。
根据控制要求,进行的系统配置如下:
对应该检测要求,OMRON 位移传感器ZX2能很好满足该要求。 ZX2系列 CMOS型激光位移传感器,可测量精度到10 um,IP67的防护等级,还能在移动状态中实现稳定的测量。ZX2在检测精度上满足客户需求,并且对于设置简单可以做到无手册设置,对初次使用电气测量来说是很容易就能掌握的。在本项目中,我们是使用两台ZX2线型光束去测量两个位置的高低差,同时加入演算单元,使得检测更加准确。
系统开发中的需要解决的问题: 1、检测处理及存储 在工件固定后,硬线触发两台ZX2检测,并进过演算单元进行计算得到要测量的高度差。PLC通过模拟量读取该检测数据,通过与原先定义好的分类值进行比较,得到分类结果!并把数据存储到触摸屏上,通过触摸屏自带的数据采集器生成CSV格式文件保存在外置U盘。然后读取在电脑上进行保存,一般也只是进行历史数据的查看和统计。
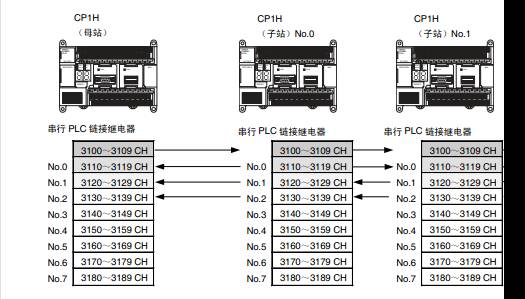
2、通信解决方案 客户现在的需求是3台同样的设备,要进行检测数据统一存储。可能后续还要进行6~8台相同设备的数据集中。在这种情况下,PLC之间就需要做数据交换。初步方案中,每台PLC上加一个CIF11走PC LINK的协议,设置一台为主机,采集从机检测到的数据。
图3 串行PLC连接图 串行PLC连接的结构如上图3 所示,PLC内部自动交换10个字的数据。实际应用只要主机读从机的数据就可以了。
但是现场应用效果却不太理想,PC link容易受干扰掉线,并且不能重启通信。在外部干扰断线的情况下,通信中断后只能重新上电才能再次开启PC link进行通信。把通信模块换成CIF21在机器运行久了也还是会发生断线,最后只有换成无协议的通信方式,改成主机无协议发送,从机host link被动访问的方式。 读取1#
这种主从式的读取方式,灵活性比较大,端口重启和掉线重启很实用。唯一缺点就是需要编写串口读写程序,使用上没有pc link那样方便。
Host link 通信方式 通信口设置:
主机发送读取命令:@01RD0100001057 * 读取1#从机D100开始地址的10个字。从机响应返回信息,用RXD直接接收数据,然后比较地址、返回头代码RD,如果一致,就把后面的10个字MOV到存储地址,并同时触发触摸屏作数据收集。然后发送@02RD0100001054 * 读取2#从机的数据,不断的循环读取达到采集的目的 正常工作情况,每次检测要保存的记录数据有7个:设备号、物料号、操作员号、检测时刻、A点数据、B点数据、段差数据。 3、PLC时间同步: PLC在运行久了之后内部时钟就会产生偏差,为了在检测数据汇总时每台设备时间能够一致。这就需要从机与主机同步,主机的时钟由触摸屏修正,然后主机每隔1小时就会发送一条本机的时钟。从机检测到是时钟数据,就会使用DATE指令更新本机时钟,达到时钟同步的效果。
4、重复收集的处理 使用主机读取方式,从机被动访问。为了避免采集重复数据,在返回数据中,以实际的检测时刻和从机身来标识,若两者相同就判断为同一数据,不作处理。时间同步最大的作用是作重复识别使用的。
OMRON 产品在检测系统的应用 对于ZX2应用要求的分析: ZX2优点是设置简单功能强大。在实际应用当中,需要注意很多问题。其中就是对检测技术的了解,就各种测具的比较。在该系统段差检测中,直接用非接触的ZX2替代接触式的百分尺,对比中体现出它本身使用寿命及测量精度的优势。但是同时,在使用环境中有更多的要求。 1、 精度测量必须有一个稳定精准定做的支架; 2、 检测物件必须有固定的治具,防止检测点发生偏移; 3、 在精度要求高的场合,多台测量和增加演算单元,其效果更佳。
对于检测系统的数据处理方式分析: 传统的人工检测,都是以人工录入的方式。中间环节较多,出错几率较大。在电气测量系统中,利用PLC做数据收集,触摸屏做数据保存的方式,很切合客户的实际应用。对于多台测量设备,数据统一集中保存的系统,其通信难度相当于做用PLC集散控制。要处理的问题有以下几点: 1、 单台设备的数据收集需要在PLC上保持多组记录,使用堆栈功能做数据分配,变址存储等; 2、 多台设备做集中收集,其通信方式使用的选择。PC link 无需编程、抗干扰能力稍差、使用简单但不灵活,无协议 编程复杂调试难度高、但使用灵活与上位机配合方便、可以程序作掉线处理,使用网络功能模块 无需编程、开发简单抗干扰能力强、但价格贵。根据实际应该的需求选择合适的方式。 3、 系统配置的选择,在检测系统中,逻辑控制要求不高,重点在于数据的处理,对于检测速度快速,本身需要较大的存储空间和运算速度,点数多少倒是不太主要了; 上位机的选用,根据客户的需求,只在现场查看记录的可用OMRON低端NB系列的触摸屏;需要做数据保存并做成分类存储的使用高端NS的触摸屏,带上以太网很能远程读取数据采集的记录。对于收集的数据要录入服务器作产品信息跟踪的只能用工控机了。 上一页:WJ200在陶瓷印花机上的应用 |




佛山市奇创自动化设备有限公司
电 话:0757-83209040
传 真:0757-83322642
邮 箱:CHCH@fsqich.com.cn
